
hirth joint

Good to know. The reason I brought it up is that I have actually had one
of these split because the bottom was sharp. Anyway, this looks great.
Best of success!
EBo --
On Mon, Nov 18, 2024 at 1:45 PM Raymond West via Discuss <
discuss@lists.openscad.org> wrote:
I've done a few extra calculations, and for a slope of 4.2885 degrees
then 60 degrees becomes 59.861 perpendicular to the horizontal. Since
the angles on both pieces will be the same, then afaik, they will still
mesh with the flanks of the teeth contacting each other. The teeth on
the sample that I printed were 90 degrees, and the slope was 2.4881
degrees, which would give a much less change in angle. In practice, for
sharper teeth, then simply flatten the peaks a bit more, if they tend to
bottom out. Fwiw, it is unlikely that I will be building aircraft
engines/whatever, not even for Boeing.
On 18/11/2024 11:33, Raymond West via Discuss wrote:
On 17/11/2024 21:44, Adrian Mariano via Discuss wrote:
Ray, so if I understand your description, you have the blank you're
grinding mounted at an angle and you then use your 60 deg grinding
wheel to grind the groove, which due to the angled mount, tapers from
full depth at the edge to zero depth in the center. Is that right?
If the answer is yes, then it appears to me that the result is NOT a
60 deg angle on the teeth, because the cutter meets the workpiece at
an angle, the effective tooth angle is modified by that angle at
which the blank is tilted.
Yes, it is is 60 degree perpendicular to the path of the bottom of the
groove. It does not matter in many cases, since two identical units
will still mesh with each other and self centre. Back in the day, if
precision fitting was required, then most likely Prussian blue and
hand scraping would be the requirement. It would be possible to fine
adjust the angle, (increase it) by having the wheel at at a slight
angle to the traversing path (but then you get slightly curved
flanks.) Since the angle of the groove to the centre is shallow, the
difference from 60 degree, say, will be small, but could be
significant in high load situations. A simple way to overcome that,
with minimum effort, if it is not essential that both parts have
identically shaped mating surfaces, would be to generate one, and
difference from the other, so to speak, but I don't think that would
be a design for a Hirth joint.
Of course, similar 'errors' occur all over the place, thread cutting
for example, where the 60degree thread angle, in many cases, pays no
attention to the thread pitch.
OpenSCAD mailing list
To unsubscribe send an email to discuss-leave@lists.openscad.org
OpenSCAD mailing list
To unsubscribe send an email to discuss-leave@lists.openscad.org

Was your failed joint an FDM print? What scale and tooth count? One thing
about these joints for FDM printing is that the stress is parallel to the
layer lines, so they aren't going to be able to take massive loads. I
guess you could print a 4 tooth version on its side with no supports and it
might be stronger? The four tooth one has an octagonal perimeter.
[image: image.png]
On Mon, Nov 18, 2024 at 4:21 PM John David via Discuss <
discuss@lists.openscad.org> wrote:
Good to know. The reason I brought it up is that I have actually had one
of these split because the bottom was sharp. Anyway, this looks great.
Best of success!
EBo --
On Mon, Nov 18, 2024 at 1:45 PM Raymond West via Discuss <
discuss@lists.openscad.org> wrote:
I've done a few extra calculations, and for a slope of 4.2885 degrees
then 60 degrees becomes 59.861 perpendicular to the horizontal. Since
the angles on both pieces will be the same, then afaik, they will still
mesh with the flanks of the teeth contacting each other. The teeth on
the sample that I printed were 90 degrees, and the slope was 2.4881
degrees, which would give a much less change in angle. In practice, for
sharper teeth, then simply flatten the peaks a bit more, if they tend to
bottom out. Fwiw, it is unlikely that I will be building aircraft
engines/whatever, not even for Boeing.
On 18/11/2024 11:33, Raymond West via Discuss wrote:
On 17/11/2024 21:44, Adrian Mariano via Discuss wrote:
Ray, so if I understand your description, you have the blank you're
grinding mounted at an angle and you then use your 60 deg grinding
wheel to grind the groove, which due to the angled mount, tapers from
full depth at the edge to zero depth in the center. Is that right?
If the answer is yes, then it appears to me that the result is NOT a
60 deg angle on the teeth, because the cutter meets the workpiece at
an angle, the effective tooth angle is modified by that angle at
which the blank is tilted.
Yes, it is is 60 degree perpendicular to the path of the bottom of the
groove. It does not matter in many cases, since two identical units
will still mesh with each other and self centre. Back in the day, if
precision fitting was required, then most likely Prussian blue and
hand scraping would be the requirement. It would be possible to fine
adjust the angle, (increase it) by having the wheel at at a slight
angle to the traversing path (but then you get slightly curved
flanks.) Since the angle of the groove to the centre is shallow, the
difference from 60 degree, say, will be small, but could be
significant in high load situations. A simple way to overcome that,
with minimum effort, if it is not essential that both parts have
identically shaped mating surfaces, would be to generate one, and
difference from the other, so to speak, but I don't think that would
be a design for a Hirth joint.
Of course, similar 'errors' occur all over the place, thread cutting
for example, where the 60degree thread angle, in many cases, pays no
attention to the thread pitch.
OpenSCAD mailing list
To unsubscribe send an email to discuss-leave@lists.openscad.org
OpenSCAD mailing list
To unsubscribe send an email to discuss-leave@lists.openscad.org
OpenSCAD mailing list
To unsubscribe send an email to discuss-leave@lists.openscad.org


Also, sharp angles break easily. Adding a chamfer (yeah, I know) will help.
On Mon, Nov 18, 2024 at 3:38 PM Adrian Mariano via Discuss <
discuss@lists.openscad.org> wrote:
Was your failed joint an FDM print? What scale and tooth count? One
thing about these joints for FDM printing is that the stress is parallel to
the layer lines, so they aren't going to be able to take massive loads. I
guess you could print a 4 tooth version on its side with no supports and it
might be stronger? The four tooth one has an octagonal perimeter.
[image: image.png]
On Mon, Nov 18, 2024 at 4:21 PM John David via Discuss <
discuss@lists.openscad.org> wrote:
Good to know. The reason I brought it up is that I have actually had one
of these split because the bottom was sharp. Anyway, this looks great.
Best of success!
EBo --
On Mon, Nov 18, 2024 at 1:45 PM Raymond West via Discuss <
discuss@lists.openscad.org> wrote:
I've done a few extra calculations, and for a slope of 4.2885 degrees
then 60 degrees becomes 59.861 perpendicular to the horizontal. Since
the angles on both pieces will be the same, then afaik, they will still
mesh with the flanks of the teeth contacting each other. The teeth on
the sample that I printed were 90 degrees, and the slope was 2.4881
degrees, which would give a much less change in angle. In practice, for
sharper teeth, then simply flatten the peaks a bit more, if they tend to
bottom out. Fwiw, it is unlikely that I will be building aircraft
engines/whatever, not even for Boeing.
On 18/11/2024 11:33, Raymond West via Discuss wrote:
On 17/11/2024 21:44, Adrian Mariano via Discuss wrote:
Ray, so if I understand your description, you have the blank you're
grinding mounted at an angle and you then use your 60 deg grinding
wheel to grind the groove, which due to the angled mount, tapers from
full depth at the edge to zero depth in the center. Is that right?
If the answer is yes, then it appears to me that the result is NOT a
60 deg angle on the teeth, because the cutter meets the workpiece at
an angle, the effective tooth angle is modified by that angle at
which the blank is tilted.
Yes, it is is 60 degree perpendicular to the path of the bottom of the
groove. It does not matter in many cases, since two identical units
will still mesh with each other and self centre. Back in the day, if
precision fitting was required, then most likely Prussian blue and
hand scraping would be the requirement. It would be possible to fine
adjust the angle, (increase it) by having the wheel at at a slight
angle to the traversing path (but then you get slightly curved
flanks.) Since the angle of the groove to the centre is shallow, the
difference from 60 degree, say, will be small, but could be
significant in high load situations. A simple way to overcome that,
with minimum effort, if it is not essential that both parts have
identically shaped mating surfaces, would be to generate one, and
difference from the other, so to speak, but I don't think that would
be a design for a Hirth joint.
Of course, similar 'errors' occur all over the place, thread cutting
for example, where the 60degree thread angle, in many cases, pays no
attention to the thread pitch.
OpenSCAD mailing list
To unsubscribe send an email to discuss-leave@lists.openscad.org
OpenSCAD mailing list
To unsubscribe send an email to discuss-leave@lists.openscad.org
OpenSCAD mailing list
To unsubscribe send an email to discuss-leave@lists.openscad.org
OpenSCAD mailing list
To unsubscribe send an email to discuss-leave@lists.openscad.org


On 11/18/24 10:22, John David wrote:
Also, as someone had mentioned before, it would be good to be able to
modify the tooth profile so it is rounded at the bottom, and truncated
at the top - this relieves potential stress points on the bottom of the
teeth, and allows a little clearance for dust, etc., on the top, and its
mating surface.
Gene, best of success machining a few. Should be a challenge to set up
the first time, but crankable once the details are worked out. Please
share pictures if you go ahead with machining them.
Cheers!
EBo --
On Mon, Nov 18, 2024 at 8:54 AM gene heskett via Discuss
<discuss@lists.openscad.org mailto:discuss@lists.openscad.org> wrote:
On 11/18/24 06:33, Raymond West via Discuss wrote:
On 17/11/2024 21:44, Adrian Mariano via Discuss wrote:
Ray, so if I understand your description, you have the blank you're
grinding mounted at an angle and you then use your 60 deg grinding
wheel to grind the groove, which due to the angled mount, tapers
from
full depth at the edge to zero depth in the center. Is that
right? If
the answer is yes, then it appears to me that the result is NOT
a 60
deg angle on the teeth, because the cutter meets the workpiece
at an
angle, the effective tooth angle is modified by that angle at which
the blank is tilted.
Yes, it is is 60 degree perpendicular to the path of the bottom
of the
groove. It does not matter in many cases, since two identical
units will
still mesh with each other and self centre. Back in the day, if
precision fitting was required, then most likely Prussian blue
and hand
scraping would be the requirement. It would be possible to fine
adjust
the angle, (increase it) by having the wheel at at a slight angle
to the
traversing path (but then you get slightly curved flanks.) Since the
angle of the groove to the centre is shallow, the difference from 60
degree, say, will be small, but could be significant in high load
situations. A simple way to overcome that, with minimum effort,
if it is
not essential that both parts have identically shaped mating
surfaces,
would be to generate one, and difference from the other, so to
speak,
but I don't think that would be a design for a Hirth joint.
Of course, similar 'errors' occur all over the place, thread
cutting for
example, where the 60degree thread angle, in many cases, pays no
attention to the thread pitch.
This is something I've contemplated in actual machining, where there
are
different tools depending on the tpi, but there is quite a broad range
of threads that can be cut with the same carbide chip, in my case from
1/2-13 to something in the 3/8-50 range using G76, including a couple
cases of taper for squeezing a rosette socket onto a ball screw. Been
working that way for a decade+ in my 11x54 Sheldon of WW-II vintage. I
would assume any pitch ramping needed would be incorporated in the
larger tooling I've never acquired. I did early on buy a 60 degree
cutter for bigger holes, but have never used it, lots of math involved
as but it is .750" in diameter. I'd assume a 1" hole would be the
smallest it could cut threads in. Big limited by the Y table of ones
mill. At least 5.5" on my grizzly go704. I have a bigger mill but it
hasn't the torque to turn that thing.
This migght be a good time to redo my annual sermon on adjusting
backgears on sheldons. I've posted variations of it about annually
- To check if you need to do anything, start the spindle in backgear,
the pull the handle pin and START to disengage it. If the machine has a
rumble that goes away when the shift handle is lifted an inch, you have
a potentially gear breaking miss-adjustmet. The gear that will break
will eventually sheer off a whole tooth close to the root of the tooth,
is the smallest at the rear of the spindle.
. - If the rumble goes away, it needs adjusted, Remove the chuck as its
hiding a screwdriver slot in the right end of the backgears shaft that
handle rotates, Then there is a clamp bolt at the root of the shift
handle, put it in gear and loosen that bolt. If not too dirty, 3/4 turn
of the bolt s/b sufficient to let that shaft be turned say 5 degrees
counter-clockwise with the biggest flat blade screwdriver you have in
the right hand end of that shaft. ping the backgear with that
screwdriver, if you turned it far enough to sound like the teachers
school bell, you're good, if its just a dull tink, its still too tight,
turn it another degree or 2. When it rings like a bell, retighten the
clamp bolt you loosened, and remount the chuck, you are done.
I haven't a clue why its over-engaged now, headstock casting shrinkage
being one possibility after all these years (80+ for many of these) is
my best guess. One could also put it in gear, and with the spindle
stopped, ping the backgear cluster, a dull tunk tells you its too tight,
rings like a bell, you're fine. This has been found in everyone of these
machines I've since checked but I simply refuse to believe they shipped
that way new, so casting shrinkage, bringing them closer together
remains the next best guess. It only takes 5 thou to be too tight.
Cheers, Gene Heskett, CET.
"There are four boxes to be used in defense of liberty:
soap, ballot, jury, and ammo. Please use in that order."
-Ed Howdershelt (Author, 1940)
If we desire respect for the law, we must first make the law respectable.
- Louis D. Brandeis
I think the error in angles are due to the frame of reference on which it
is checked.
Consider 3 cases
Case 1:
Draw a line [[0,0,0],[-10,0,0]]
Rotate it by 60 degree with y-axis as rotation axis
Project this line on x-y plane top-down and check the angle between these 2
lines and it is perfect 60 deg
Case 2:
Now change the line to [[0,0,0],[-10,-10,0]]
Rotate it by 60 degree with y-axis as rotation axis
Project this line on x-y plane top-down and check the angle between these 2
lines and this will show 37 something deg
Case 3:
Keep the line to [[0,0,0],[-10,-10,0]]
Rotate it by 60 degree with y-axis as rotation axis
Project this line first on y-z plane and cosider this as line 1 and then
project this line 1 on x-y plane and check the angle between these 2 lines
and this will show again 60 deg
Since in hirth coupling the tooth angle is on many different planes it is
difficult to measure it in the right reference.
Maybe this could be the reason of distortion, which is actually not
distortion, but we do not have 1 right reference to check this angle.
On Tue, 19 Nov, 2024, 7:27 pm gene heskett via Discuss, <
discuss@lists.openscad.org> wrote:
On 11/18/24 10:22, John David wrote:
Also, as someone had mentioned before, it would be good to be able to
modify the tooth profile so it is rounded at the bottom, and truncated
at the top - this relieves potential stress points on the bottom of the
teeth, and allows a little clearance for dust, etc., on the top, and its
mating surface.
Gene, best of success machining a few. Should be a challenge to set up
the first time, but crankable once the details are worked out. Please
share pictures if you go ahead with machining them.
Cheers!
EBo --
On Mon, Nov 18, 2024 at 8:54 AM gene heskett via Discuss
<discuss@lists.openscad.org mailto:discuss@lists.openscad.org> wrote:
On 11/18/24 06:33, Raymond West via Discuss wrote:
On 17/11/2024 21:44, Adrian Mariano via Discuss wrote:
Ray, so if I understand your description, you have the blank
you're
grinding mounted at an angle and you then use your 60 deg
grinding
wheel to grind the groove, which due to the angled mount, tapers
from
full depth at the edge to zero depth in the center. Is that
right? If
the answer is yes, then it appears to me that the result is NOT
a 60
deg angle on the teeth, because the cutter meets the workpiece
at an
angle, the effective tooth angle is modified by that angle at
which
the blank is tilted.
Yes, it is is 60 degree perpendicular to the path of the bottom
of the
groove. It does not matter in many cases, since two identical
units will
still mesh with each other and self centre. Back in the day, if
precision fitting was required, then most likely Prussian blue
and hand
scraping would be the requirement. It would be possible to fine
adjust
the angle, (increase it) by having the wheel at at a slight angle
to the
traversing path (but then you get slightly curved flanks.) Since
the
angle of the groove to the centre is shallow, the difference from
60
degree, say, will be small, but could be significant in high load
situations. A simple way to overcome that, with minimum effort,
if it is
not essential that both parts have identically shaped mating
surfaces,
would be to generate one, and difference from the other, so to
speak,
but I don't think that would be a design for a Hirth joint.
Of course, similar 'errors' occur all over the place, thread
cutting for
example, where the 60degree thread angle, in many cases, pays no
attention to the thread pitch.
This is something I've contemplated in actual machining, where there
are
different tools depending on the tpi, but there is quite a broad
range
of threads that can be cut with the same carbide chip, in my case
from
1/2-13 to something in the 3/8-50 range using G76, including a couple
cases of taper for squeezing a rosette socket onto a ball screw. Been
working that way for a decade+ in my 11x54 Sheldon of WW-II vintage.
I
would assume any pitch ramping needed would be incorporated in the
larger tooling I've never acquired. I did early on buy a 60 degree
cutter for bigger holes, but have never used it, lots of math
involved
as but it is .750" in diameter. I'd assume a 1" hole would be the
smallest it could cut threads in. Big limited by the Y table of ones
mill. At least 5.5" on my grizzly go704. I have a bigger mill but it
hasn't the torque to turn that thing.
This migght be a good time to redo my annual sermon on adjusting
backgears on sheldons. I've posted variations of it about annually
- To check if you need to do anything, start the spindle in backgear,
the pull the handle pin and START to disengage it. If the machine has a
rumble that goes away when the shift handle is lifted an inch, you have
a potentially gear breaking miss-adjustmet. The gear that will break
will eventually sheer off a whole tooth close to the root of the tooth,
is the smallest at the rear of the spindle.
. - If the rumble goes away, it needs adjusted, Remove the chuck as its
hiding a screwdriver slot in the right end of the backgears shaft that
handle rotates, Then there is a clamp bolt at the root of the shift
handle, put it in gear and loosen that bolt. If not too dirty, 3/4 turn
of the bolt s/b sufficient to let that shaft be turned say 5 degrees
counter-clockwise with the biggest flat blade screwdriver you have in
the right hand end of that shaft. ping the backgear with that
screwdriver, if you turned it far enough to sound like the teachers
school bell, you're good, if its just a dull tink, its still too tight,
turn it another degree or 2. When it rings like a bell, retighten the
clamp bolt you loosened, and remount the chuck, you are done.
I haven't a clue why its over-engaged now, headstock casting shrinkage
being one possibility after all these years (80+ for many of these) is
my best guess. One could also put it in gear, and with the spindle
stopped, ping the backgear cluster, a dull tunk tells you its too tight,
rings like a bell, you're fine. This has been found in everyone of these
machines I've since checked but I simply refuse to believe they shipped
that way new, so casting shrinkage, bringing them closer together
remains the next best guess. It only takes 5 thou to be too tight.
Cheers, Gene Heskett, CET.
"There are four boxes to be used in defense of liberty:
soap, ballot, jury, and ammo. Please use in that order."
-Ed Howdershelt (Author, 1940)
If we desire respect for the law, we must first make the law respectable.
- Louis D. Brandeis
OpenSCAD mailing list
To unsubscribe send an email to discuss-leave@lists.openscad.org

Adrian Mariano wrote:
Yes, the distances are to the center of the sides, not to corners. Think
about arranging 2n triangles (alternating point up/point down) on a regular
2n-gon. You need the side length of the 2n-gon, which you will want to
compute based on the distance to the center of the side. The rotation is
around the line halfway up the triangle, which is why you want to work
based on distance to center of side and not distance to corner. You then
compute the distance to the regular n-gon as distance to side and that
rotation can then be calculated.
I could not figure out how to make this construction work for nonzero cone
angles. It was one of the reasons I switched to Bob's method. I'm not
sure I agree that this approach is any less "pure."
By correction for spline angle do you mean to create teeth that actually
have the nominal angle? I'm not sure such correction is as easy as you
think, because suppose you say, the triangle is tilted at angle theta, and
therefore I need to apply this certain correction to find the right
adjusted tooth angle. You make this adjustment...and oops, the tilt angle
of the triangle is now different with the new tooth angle. So you still
don't have the desired result.
On Sun, Nov 17, 2024 at 10:43 PM Caddiy via Discuss <
discuss@lists.openscad.org> wrote:
Adrian Mariano wrote:
You have to measure the radius of the two polygons by their internal
length, so there is a cos(180/n) or cos(180/2n) factor there.
The distance from the centre to the middle of a side rather than to an
angle?
A nice thing about Bob's approach is that when you project onto a
cylinder, you
naturally construct the model at the correct size and shape with the
points
on the cylinder, so then if you don't mind a polygonal result (or at
larger
tooth counts it really doesn't matter) there's no reason to bother
intersecting with a cylinder.
It shouldn’t be too difficult to correct for an exact spline angle.
Intersecting with a cylinder is perhaps not the purist’s approach, but it
is on a level of proficiency that I can cope with.
OpenSCAD mailing list
To unsubscribe send an email to discuss-leave@lists.openscad.org
Your method works nicely when the outer corners of the splines are positioned around the circumference of a cylinder and the desired spline angle (included angle around the ridge, usually 60° or 90°) can be set, courtesy of Mr. Pythagoras:
h=sqrt(pow(r*sin(360/n/2) / tan(a/2), 2) - pow(r*(1-cos(360/n/2)), 2));
It all fits and I have checked for 60° and 90° spline angles. It even does n=2 * 90°, which comes out flat.
Having gained a better understanding of how it works, i will have to see if it can be adapted to my original approach with tilted splines.






mikeonenine@web.de wrote:
Adrian Mariano wrote:
Yes, the distances are to the center of the sides, not to corners. Think
about arranging 2n triangles (alternating point up/point down) on a regular
2n-gon. You need the side length of the 2n-gon, which you will want to
compute based on the distance to the center of the side. The rotation is
around the line halfway up the triangle, which is why you want to work
based on distance to center of side and not distance to corner. You then
compute the distance to the regular n-gon as distance to side and that
rotation can then be calculated.
I could not figure out how to make this construction work for nonzero cone
angles. It was one of the reasons I switched to Bob's method. I'm not
sure I agree that this approach is any less "pure."
By correction for spline angle do you mean to create teeth that actually
have the nominal angle? I'm not sure such correction is as easy as you
think, because suppose you say, the triangle is tilted at angle theta, and
therefore I need to apply this certain correction to find the right
adjusted tooth angle. You make this adjustment...and oops, the tilt angle
of the triangle is now different with the new tooth angle. So you still
don't have the desired result.
On Sun, Nov 17, 2024 at 10:43 PM Caddiy via Discuss <
discuss@lists.openscad.org> wrote:
Adrian Mariano wrote:
You have to measure the radius of the two polygons by their internal
length, so there is a cos(180/n) or cos(180/2n) factor there.
The distance from the centre to the middle of a side rather than to an
angle?
A nice thing about Bob's approach is that when you project onto a
cylinder, you
naturally construct the model at the correct size and shape with the
points
on the cylinder, so then if you don't mind a polygonal result (or at
larger
tooth counts it really doesn't matter) there's no reason to bother
intersecting with a cylinder.
It shouldn’t be too difficult to correct for an exact spline angle.
Intersecting with a cylinder is perhaps not the purist’s approach, but it
is on a level of proficiency that I can cope with.
OpenSCAD mailing list
To unsubscribe send an email to discuss-leave@lists.openscad.org
Your method works nicely when the outer corners of the splines are positioned around the circumference of a cylinder and the desired spline angle (included angle around the ridge, usually 60° or 90°) can be set, courtesy of Mr. Pythagoras:
h=sqrt(pow(r*sin(360/n/2) / tan(a/2), 2) - pow(r*(1-cos(360/n/2)), 2));
It all fits and I have checked for 60° and 90° spline angles. It even does n=2 * 90°, which comes out flat.
Having gained a better understanding of how it works, i will have to see if it can be adapted to my original approach with tilted splines.
One more for good measure

Explanation of incorrect angles showing


As the OP I am pretty sure I have reached peak OpenSCAD. It’s all downhill from here.
-Bob
On Nov 17, 2024, at 06:22, Michael Möller via Discuss discuss@lists.openscad.org wrote:

søn. 17. nov. 2024 14.17 skrev Adrian Mariano via Discuss <discuss@lists.openscad.org mailto:discuss@lists.openscad.org>:
I did ponder the idea of trying to compute a correction factor to the tooth angle, but given the uncertainty about what the right angle actually is, and also uncertainty on my part about how to actually compute that correction factor, I didn't pursue this idea. Wouldn't angle between adjacent flanks be equivalent to angle on the tooth, which is basically the other angle between flanks? In the case of no cone angle these angles must be the same because the part mates with itself.
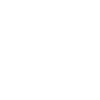
Another thing is that my code supports skewing the teeth so you can make teeth with one face vertical, for example. This distorts the angle. I didn't see a compelling reason the angle needs to be "correct". Here an example of what you get if you ask for 60 degrees with maximal skew:
<image.png>
If I change the tooth angle to try to achieve actual 60 deg at the tops I get something like this
<image.png>
Note that the tooth height has radically changed. From a design perspective, I think it's maybe nicer for a user to be able to skew the teeth while keeping the tooth height fixed, rather than having these parameters coupled.
In the case of very high cone angle (here 75 deg), weird stuff happens and I get shapes like this:
<image.png>
where the adjacent teeth flanks become coplanar, and then if I push cone angle higher (85 deg here) the "valley" between the teeth becomes a second ridge
<image.png>
It's not clear if forms like this are useful for anything. The construction still works, producing a mating shape that looks like this:
<image.png>
But clearly the tooth angle measured at the tooth ridge or the complement of the angle between the flanks is wildly different from the requested 60 deg. I'll note also that the very high cone angles look less weird when the tooth count is high, though the tooth angle is still wildly different from what was requested. This is 75 deg angle with lots of teeth:
<image.png>
I'm not going to show another image, but if I line it up along a ridge by eye the tooth ridge angle looks like around 120 deg. But note how the triangles running around the baes actually look like 60 deg triangles.
On Sun, Nov 17, 2024 at 2:38 AM Caddiy via Discuss <discuss@lists.openscad.org mailto:discuss@lists.openscad.org> wrote:
Adrian Mariano wrote:
I think it's tough to tell what the angles are in the fixed view like that due to the distortion from perspective. In my code the triangles that form the teeth are constructed with the specified angle, but then they end up getting projected at a different angle depending on the cone angle you pick. Furthermore, there's the question of where the angle is measured. I think the wikipedia page suggested it is measured relative to the cylinder axis, but I'd normally expect tooth angle to be measured on the tooth, which means the slope of the tooth will also lead to a change in the effective angle. (Maybe this factor is what you're talking about?) I decided for my implementation to treat the requested angle as "nominal" and not worry about these various deviations. As long as you pick the same angle (and other parameters) for both sides of the joint, the parts will mate. And if you don't like the angle you get---change it.
On Sun, Nov 17, 2024 at 12:15 AM Caddiy via Discuss < discuss@lists.openscad.org mailto:discuss@lists.openscad.org> wrote:
I’ve had a look at some of the codes posted above and actually got one to work. But the question remains:
In the image below, 60° triangles parallel to the z-axis linear_extruded to the origin give an angle of 90° between the flanks of a spline, which can be seen when one looks along a ridge towards the origin.
Are these then 60° splines or 90° splines?
OpenSCAD mailing list To unsubscribe send an email to discuss-leave@lists.openscad.org mailto:discuss-leave@lists.openscad.org
Immediately after posting, I thought I should have simply said that the angle between the flanks of a spline viewed perpendicular to the axis of the ring of splines is not the same as the angle around the ridge of the spline = on the tooth. So your guess was right. I too would think that the angle on the tooth would be what counts in practise. Unfortunately, Wikipedia is not very clear on that. I wonder what our resident engineer/machinist would say. Or maybe it’s actually the angle of the cutting tool - that would be the angle between the flanks of adjacent splines? Then only one tool would be needed.
Could be of interest for BOSL, as 60° and 90° seem to be the standard angles, so it would be good to know how/where they are measured. With increasing numbers of splines, the discrepancy between the two frames of reference rapidly decreases.
I have a concept that seems promising, but doing the trigonometry is like trying to swing from tree to tree in a dense jungle in a fog, so I have given up for the time being.
OpenSCAD mailing list
To unsubscribe send an email to discuss-leave@lists.openscad.org mailto:discuss-leave@lists.openscad.org
OpenSCAD mailing list
To unsubscribe send an email to discuss-leave@lists.openscad.org mailto:discuss-leave@lists.openscad.org
OpenSCAD mailing list
To unsubscribe send an email to discuss-leave@lists.openscad.org

I got interested because it seemed like an interesting problem that would be simple when understood properly. At its core it is, but when you start trying to construct it algorithmically and add generality, you run into devilishly difficult things to visualize and calculate.
I believe the basic and immutable fact of hirth joints is that every ridge and valley in a joint radiates from a single point. This means that using spherical geometry simplifies things. Calculating the ridge and groove angles is easy, you can look it up on the web in a few minutes. But say you have a chamfer on the ridge? What is the theta and phi of the chamfer edges given the theta and phi of the ridge? Unless you are some kind of savant I guarantee you your first guess will be wrong.
It’s been a lot of fun (true geek here, but then aren't we all on this forum?) but I really don’t like waking up in the middle of the night unable to get hirth joints spherical geometry out of my head. I’m hoping to move on to something else soon.
-Bob
On Nov 17, 2024, at 10:43, Raymond West via Discuss discuss@lists.openscad.org wrote:
I'm not sure why it is being made so complicated on here.